
COLD STORAGE ACCESS SOLUTIONS

At Safetylyne, we specialise in providing top-quality, custom-engineered access solutions tailored to meet the unique requirements of cold storage facilities across Australia. Our solutions ensure safe, efficient, and compliant access for maintenance and operational activities, adhering to the highest safety standards and regulations.
Key Solutions for Cold Storage Facilities
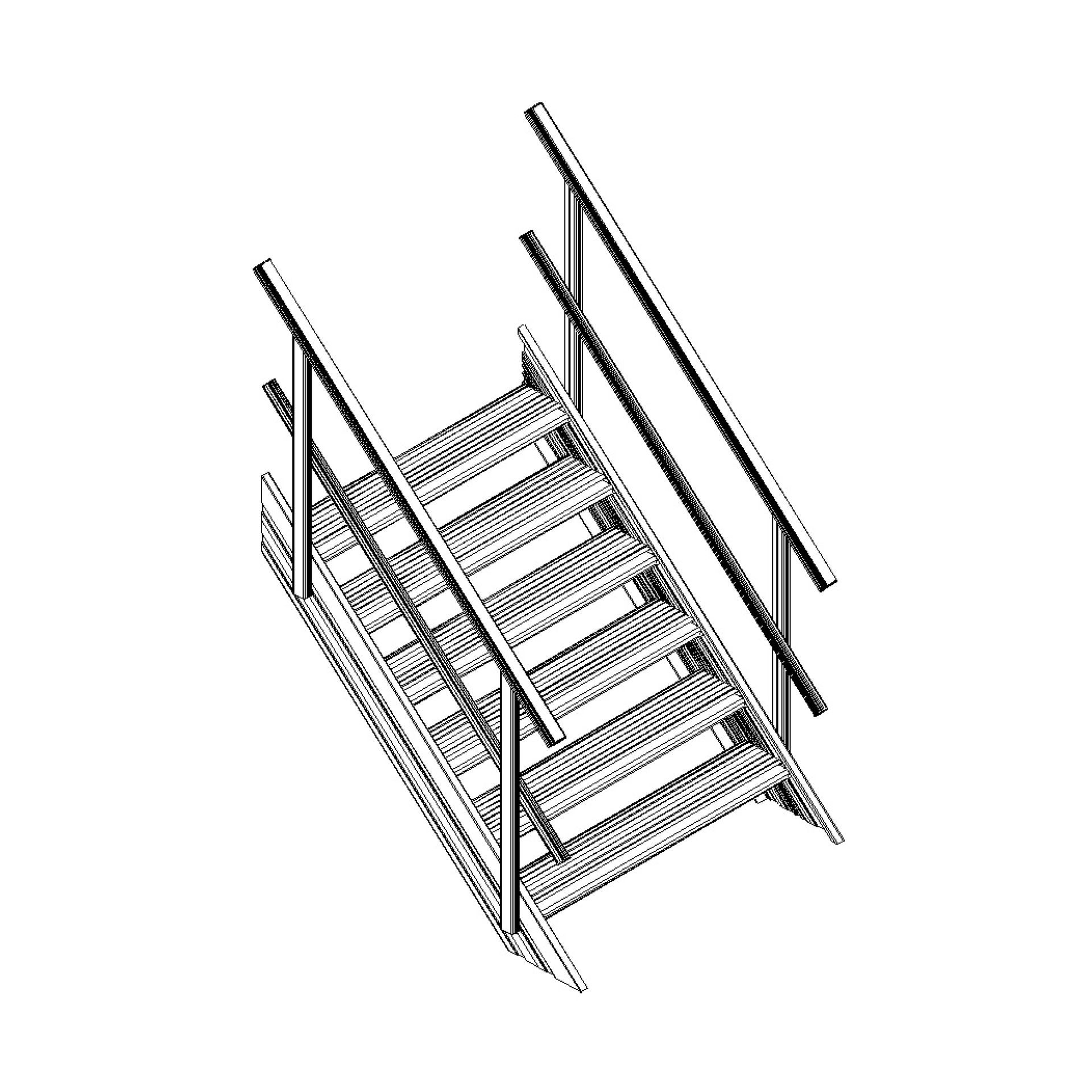
+ Access Stairs and Walkways
- Durable and Slip-Resistant
Our access stairs and walkways are manufactured using high-quality, slip-resistant materials suitable for low-temperature and food grade environments, ensuring worker safety and operational efficiency.
Our aluminium walkways are lightweight, corrosion-resistant, and maintain their integrity in low temperatures, making them perfect for cold storage environments.
- Custom Design
Tailored to fit specific site conditions and operational needs, our solutions provide safe and easy access to equipment and storage areas within cold storage facilities indoor and outdoor.
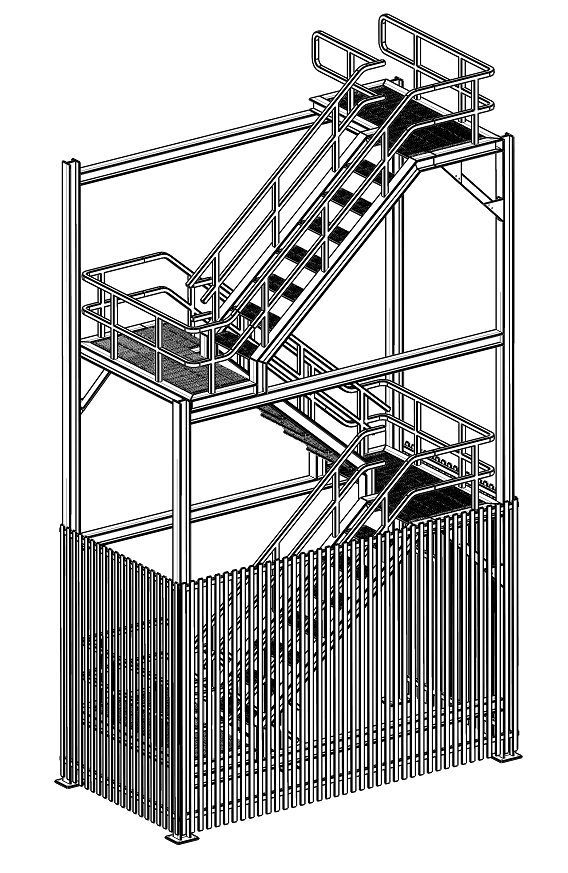
+ Guardrails and Fall Protection Systems
- Safety Compliance
Designed to meet stringent Australian safety standards, our guardrails and fall protection systems provide a secure barrier to prevent falls and ensure compliance with safety regulations.
- Versatile Applications
Suitable for various areas within cold storage facilities, including mezzanines, elevated work areas, and access points.
+ Static Lines and Anchor Points
- Certified and Reliable
Our static lines and anchor points are installed by certified professionals, ensuring reliable attachment points for personal protective equipment (PPE) and fall arrest systems.
- Inspection and Maintenance
We offer regular inspections and recertification services to ensure the effectiveness and compliance of your fall protection systems.
+ Ladder Systems
- Safe Access Solutions
Our ladder systems are designed for safe access to hard-to-reach areas within cold storage facilities, providing a secure means of ascent and descent.
- Custom Configurations
Available in various sizes and configurations to meet the specific access needs of your facility.
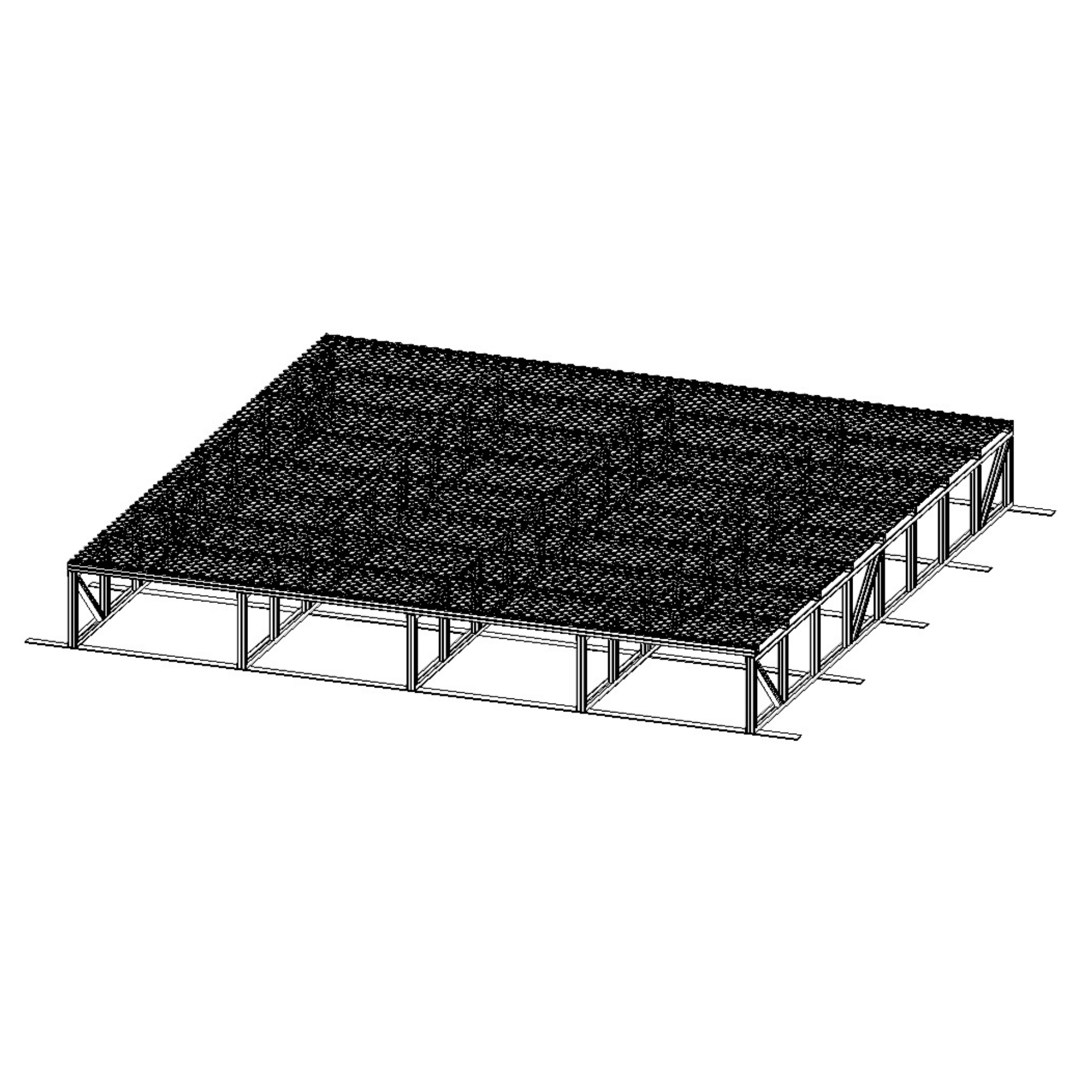
+ PLANT DECKS
- Safety and Accessibility
Plant decks provide secure and accessible pathways for maintenance personnel to reach various parts of the facility, including high and hard-to-reach areas. This is crucial in environments where the temperature and conditions can make surfaces slippery and hazardous.
They facilitate regular maintenance and inspection of refrigeration units, lighting, and other essential equipment. Safe access to these areas ensures that maintenance can be performed efficiently and reduces the risk of accidents.
- Operational Efficiency
These structures help streamline operations by providing direct routes for personnel and equipment, reducing downtime and improving the overall efficiency of the facility.
Using our access solutions at storage facilities comply with safety standards and regulations. This includes providing adequate fall protection and safe access to all areas of the facility, which is a requirement in many safety codes.



Q&A: Understanding Your Access Needs

Industry Trends to Improve Cold Storage Operations
As the cold storage industry evolves, Safetylyne is at the forefront of delivering solutions that address emerging trends and operational challenges. Here are key trends where Safetylyne’s expertise plays a crucial role:
1. Enhanced Safety Protocols and Access Solutions
With the growing complexity of cold storage facilities, ensuring safe access to various areas is critical. Safetylyne provides advanced access solutions, including custom-designed access stairs, walkways, and roof hatches, specifically tailored for cold storage environments. These solutions are essential for maintaining safety standards while allowing easy and secure access to high and hard-to-reach areas within the facility.
2. Optimising Space with Custom Plant Decks
Cold storage facilities are increasingly looking to optimise space while maintaining operational efficiency. Safetylyne’s lightweight and durable plant decks are designed to maximise usable space, allowing for the safe installation of equipment and machinery without compromising on safety. These custom-engineered decks can be adapted to fit within tight spaces, ensuring that facilities can operate efficiently and safely.
3. Corrosion-Resistant Materials for Harsh Environments
Operating in cold storage environments often involves exposure to extreme temperatures and moisture, which can lead to corrosion. Safetylyne addresses this challenge by providing access solutions made from corrosion-resistant materials like aluminium and powder-coated FRP. These materials are ideal for the harsh conditions of cold storage facilities, ensuring long-lasting durability and safety.
4. Compliance with Safety Standards
As regulations become more stringent, cold storage facilities must ensure compliance with safety standards. Safetylyne's solutions are designed with compliance in mind, adhering to Australian standards such as AS/NZS 1657:2018 for walkways, ladders, and guardrails. By incorporating Safetylyne’s products, facilities can meet regulatory requirements and enhance overall operational safety.
5. Sustainability Through Non-Corrosive Solutions
Safetylyne's access solutions are not only designed for maximum safety and efficiency but also contribute to sustainability in cold storage facilities. By offering non-corrosive systems, such as aluminium and powder-coated FRP, our solutions boast exceptional longevity, reducing the need for frequent replacements and maintenance.
This durability translates into a lower environmental impact over time, as fewer resources are consumed in repairs and replacements, making our solutions a more sustainable choice for facilities aiming to reduce their carbon footprint and enhance operational efficiency.
By integrating Safetylyne’s tailored access solutions, cold storage facilities can stay ahead of industry trends, ensuring both operational efficiency and the highest levels of safety in their environments.
Contact Us
For top-quality, custom-engineered access solutions for your cold storage facility, contact Safetylyne today. Our experts are ready to provide comprehensive safety audits, recommendations, and installations to ensure the highest level of safety and efficiency for your operations.
Contact Us

Industry Insights
Regulations and Compliance Compliance with safety regulations is critical for cold storage facilities. Safetylyne ensures that all access systems are designed and installed to meet Australian standards, providing peace of mind and a safer working environment.
Importance of Professional Installation of access systems is crucial to ensure their effectiveness and compliance with safety standards.
Safetylyne’s team of certified professionals provides reliable and efficient installation services, ensuring your facility meets all regulatory requirements.
Cold Storage Access Projects
Access Solved for industrial cold storage facilities.
Our Process
Engineered Systems
Our Engineered Systems are a range of meticulously designed and manufactured products that can be integrated into a comprehensive height safety package, custom access solution or supplied individually based on client needs. These products, are manufactured in-house to the highest standards and are not only versatile, reliable and meet industry standards but also exceed client expectations.
They are Access Solved.